

1、開卷機(jī):由上料小車自動上料液壓自動放料開卷機(jī),開卷機(jī)通過液壓控制漲緊和收縮的內(nèi)徑。
2、整平機(jī):有過橋液壓伸縮接料平臺及壓頭和開卷輥組成,板材自動開卷順利進(jìn)入整平夾送機(jī),校平輥經(jīng)調(diào)質(zhì)、鍍鉻處理后其剛性、表面粗糙度等機(jī)械性能大大提高;其由夾送輥及校平輥組成,夾送輥可單獨(dú)調(diào)整,校平上輥采用整體結(jié)構(gòu),前后設(shè)兩個(gè)調(diào)整點(diǎn),可形成一定的傾斜角度,便于提高校平質(zhì)量。
3、剪切對焊機(jī):由前后液壓夾送輥、導(dǎo)向裝置、移動壓板及液壓剪、焊接裝置等組成。方便切頭、切尾,焊接,操作簡便,自動化程度高,可提高工作效率。
4、活套:主要用于活套內(nèi)無料時(shí),把帶鋼以一定的速度送入活套內(nèi),送入一定的帶鋼后(約兩圈帶鋼左右)松開夾送氣缸,停止夾送電機(jī),活套就可以直接快速地把帶鋼帶入活套盤。
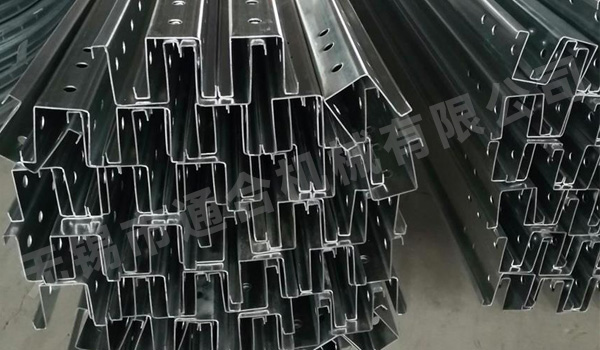
5、沖孔機(jī):機(jī)架采用龍門式,每個(gè)沖孔機(jī)構(gòu)為獨(dú)立式裝在直線導(dǎo)軌上.動力源為油缸下壓式:孔位縱向可移,橫向可調(diào),通過PLC編程伺服電機(jī)驅(qū)動可以沿縱向任意沖孔
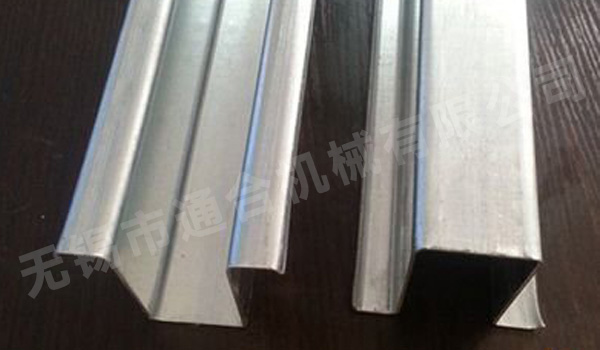
6、成型機(jī):根據(jù)要求通過輥壓成型成品
7、伺服跟蹤切斷:切斷為獨(dú)立機(jī)構(gòu),由PLC主電腦機(jī)定長,切斷長度可以自行設(shè)定。采用液壓切割工藝。切割端面變形小,刀片更換快捷,生產(chǎn)效率高。
- 設(shè)備配置
-
8T液壓開卷+液壓放料小車過橋壓料+整平機(jī)+壓頭剪切對焊螺旋式儲料系統(tǒng)六工位沖孔機(jī)構(gòu)成型主機(jī)土耳其矯正伺服跟蹤液壓飛切智能下料
- 產(chǎn)品細(xì)節(jié)
-

整線

液壓開卷機(jī)+上料小車

剪切對焊機(jī)

多工位沖孔機(jī)

伺服跟蹤切斷

液壓開卷機(jī)+上料小車
- 技術(shù)參數(shù)
技術(shù)要求
參數(shù)
整線速度
設(shè)計(jì)強(qiáng)度和動力強(qiáng)勁,材料厚度3.0mm內(nèi)均可滿足:10至30米/分鐘無極可調(diào),平均速度10米至30米 /分鐘。
軋制帶鋼材質(zhì)
Q195-Q550冷熱軋帶鋼,鍍鋅板或者鋅鎂鋁
軋制規(guī)格
軋制的工件角度誤差≤1.0mm
軋制的工件直線度誤差≤1.0mm軋制帶鋼寬度
≤ 400mm
軋制帶鋼卷內(nèi)徑
508-610mm
軋制帶鋼卷外徑
1300mm-2000mm
活套儲料長度
500m-800m
沖孔機(jī)
電機(jī)驅(qū)動液壓系統(tǒng),6組位液壓沖孔,每組可沖8個(gè)孔,自動對中側(cè)立輥
成型機(jī)
成型道數(shù)17道,主軸直徑80mm
切斷機(jī)
≤ 30m/min,切段長度,0.5-10米內(nèi)連續(xù)可調(diào)
- 產(chǎn)品應(yīng)用
 建筑
建筑 礦山開采
礦山開采 太陽能光伏
太陽能光伏 溫室大棚
溫室大棚